Calibración de Retracción |
|||
|
Es preferible haber realizado las calibraciones de flujo y temperatura. Esta calibración le ayudará a elegir los valores correctos de distancia de retracción para su extrusor y el filamento actual
Este test imprimirá una pieza varianado la distancia de retracción para cada milímetro impreso en el eje Z.
Si tiene extrusión directa, es mejor probar con incrementos de 0.1 mm (Steps) y ~15 mm de Altura, ya que no es común necesitar más de 1 mm de retracción.
Si tiene extrusión Bowden, es mejor probar con incrementos de 0.5 mm Steps) y ~15 mm de Altura, ya que no es común necesitar más de 6 mm de retracción. También puede usar incrementos de 0.2 y una altura mayor. Tenga cuidado, ya que una alta distancia de retracción, incrementará el riesgo de atasco en la boquilla si suele tenerlos.
Por defecto, usa la temperatura actual para un solo test. Así que no debería modificarla, a menos que también desee optimizar la temperatura para prevenir hilos (de una torre a otra, stringing).
En la calibración de temperatura, obtuvo un intervalo de temperatura donde su impresión fue "suficientemente buena".
Aquí, usted debería empezar en la más alta temperatura aceptable. Si ya estableció la temperatura de su filamento, se tomará ese valor como "actual" para la temperatura inicial (Start temp). Si no la ha establecido aún, seleccione la mayor temperatura en el desplegable "Start temp".
Después, elija una opción en el campo "Temp decr" que no reduzca la temperatura demasiado bajo. "3x10" significa que imprimirá tres tests, el primer test a la max. temp. y el resto decrementando 10C en cada uno.
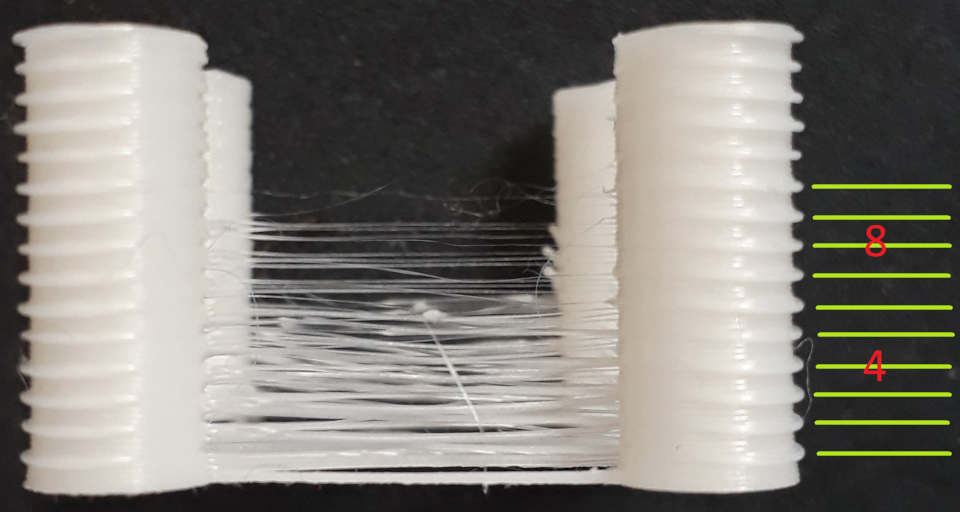
Terminada esta impresión, puede contar los milímetros con los pequeños salientes que tiene a los lados las torres. Yo los cuento con mi uña. Cuando esté en la altura donde ya no haya hilos (stringing) de una torre a otra, tome ese número. Multiplique ese número por los Incrementos elegidos (Steps 0.1, 0.2, 0.5, ó 1) y ya tiene la distancia de retracción para modificar (Ajustes Avanzados, Configuración de Impresora, Extrusor, Retracción -> Largo). Puede añadir un 20% más de distancia para tener un pequeño margen.
Si tiene varias impresiones con diferentes tempearaturas, necesita elegir la mejor impresión, aquella con menos hilos, a menos que el decremento de hilos no sea tan grande como para justificar el decremento de temperatura.
|
En esta impresión, el último hilo ocurre a la altura de ~10. Como usé un salto de 0.5, significa que necesito al menos 5mm de retracción, pero lo estableceré en 6 para asegurarme de eliminar la mayoría de hilos. |
La velocidad de retracción debe ser tan alta como su extrusor/controladores/drivers puedan soportar de forma segura, con cierto margen. 50mm/s para retracción y 20mm/s para de-retracción son buenos valores de partida para PLA.
Licencia de los modelos usados en este test de calibración: CC BY-SA 3.0